





Zahnformfräser HSS Eingriffswinkel 20°
Zahnformfräser HSS BPII DIN 3972 Z12 20°
FRS-ZA-EW20G-M1,5/4
Art.-Nr. 5443601350
EAN 4055375882511











Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3353 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Normen | DIN 3972 BPII |
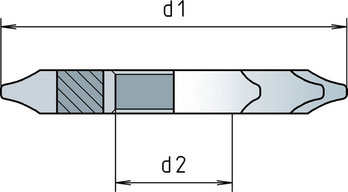
Durchmesser (d1 (js16)) | 63 mm |
Bohrungsdurchmesser (d2 (H7)) | 22 mm |
Anzahl Schneiden (Z) | 12 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 40 - Ø 70 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 40 | Ø 50 | Ø 63 - 70 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,033 | 0,035 | 0,042 |
| 500-850 N/mm² | E | 25 | 0,029 | 0,031 | 0,037 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| < 850 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Gusseisen | < 180 HB | - | 25 | 0,024 | 0,025 | 0,030 |
| > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 |
| > 260 HB | E | 17 | 0,024 | 0,025 | 0,030 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

OrgaAer Frontabdeckung Eckteil

Sicherheitshalbschuh S1 ESD Uvex 1 8543

Sechskant-Passschraube mit kurzem Gewindezapfen DIN 610, Stahl 8.8, blank

Schlauchschelle mit asymmetrischem Schloss

Sechskantschraube ASME B18.2.1, Stahl Grade 5, gelb verzinkt

Rührstab

Schnittschutzhandschuh Ansell ActivArmr® 80-658 (Ehemals: PowerFlex® 80-658)

Zylinderschraube mit Innensechskant ISO 4762, Stahl 8.8, verzinkt Dickschicht passiviert (ZSML)

Profil-Knaufzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

Arbeitsjacke Kübler Pulsschlag 1324 5353