





Zahnformfräser HSS Eingriffswinkel 20°
Zahnformfräser HSS BPII DIN 3972 Z12 20°
FRS-ZA-EW20G-M2,5/4
Art.-Nr. 5443601366
EAN 4055375882672











Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3353 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Normen | DIN 3972 BPII |
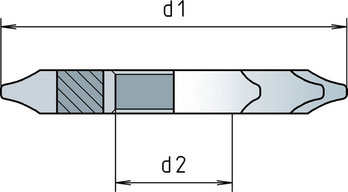
Durchmesser (d1 (js16)) | 63 mm |
Bohrungsdurchmesser (d2 (H7)) | 22 mm |
Anzahl Schneiden (Z) | 12 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 40 - Ø 70 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 40 | Ø 50 | Ø 63 - 70 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,033 | 0,035 | 0,042 |
| 500-850 N/mm² | E | 25 | 0,029 | 0,031 | 0,037 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 |
| 1000-1200 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| 850-1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 | |
| 1100-1400 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,026 | 0,028 | 0,034 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,024 | 0,025 | 0,030 |
| < 850 N/mm² | E | 20 | 0,024 | 0,025 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,026 | 0,028 | 0,034 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,026 | 0,028 | 0,034 |
| Gusseisen | < 180 HB | - | 25 | 0,024 | 0,025 | 0,030 |
| > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,024 | 0,025 | 0,030 |
| > 260 HB | E | 17 | 0,024 | 0,025 | 0,030 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Senk-Blechschraube Form C mit Kreuzschlitz Z DIN 7982, Edelstahl A2, PZ-Antrieb

Schutzhelm Uvex Pheos S KR IES

Poliermaschine Akku Mirka ARP-B 300NV

Profil-Doppelzylinder EPS

Stretch X Winterhose

Senkschraube mit Schlitz ISO 2009, Stahl 4.8, verzinkt blau passiviert (A2K)

Rändelschraube, hohe Form DIN 464, Stahl 5.8, verzinkt blau passiviert (A2K)

Sicherheitsstiefel S2 Steitz VD PRO 3800 ESD

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 8.8, verzinkt blau passiviert (A2K)

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 08.8, verzinkt blau passiviert (A2K)