
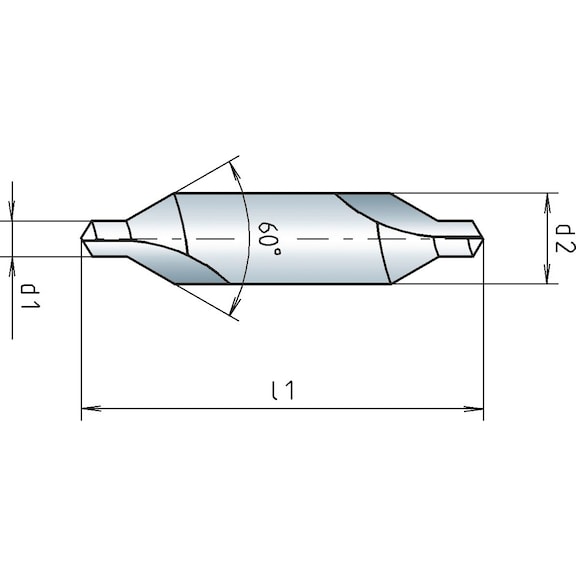




Zentrierbohrer VHM DIN 333, Form A
Zentrierbohrer VHM DIN 333 Form A Typ RN
BO-ZENT-MET-DIN333A-VHM-D1,6MM
Art.-Nr. 5443002734
EAN 4055375893708














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6525 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Kupfer, Messing, Kunststoff |
Normen | DIN 333 |
Form | A |
Senkwinkel | 60 Grad |
Oberfläche | Blank |
Schneidstoff | VHM |
Typ | RN |
Anzahl Schneiden | 2 STK |
Durchmesser (d1) | 1,6 mm |
Schaftform | Zylindrisch |
Länge (l1) | 35,5 mm |
Schaftdurchmesser (d2) | 4 mm |
Durchmesser Werkstück min./max. | 10-15 mm |
Toleranz Schneidendurchmesser | k13 |
Toleranz Schaftdurchmesser | h7 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für VHM-Bohrer unbeschichtet | ||||||||
| Für Ø 0,8 - Ø 5 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | f | ||||
| von | bis | Ø 0,8 - 0,9 | Ø 1 - 1,9 | Ø 2 - 2,9 | Ø 3 - 5 | |||
| Allgemeine Baustähle | < 500 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 55 | 65 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitrierstähle | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Federstähle | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 |
| Sonderlegierungen | < 1200 N/mm² | E | 15 | 25 | 0,010 | 0,030 | 0,050 | 0,080 |
| Gusseisen | < 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Kugelgraphit, Temperguss | > 180 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Messing, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Messing, langspanend | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, kurzspanend | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, langspanend | < 850 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphit | T | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legende | |
| E = Emulsion | |
| T = Trocken | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

ASSY® 4 CS MDF Beschlagschraube Stahl verzinkt Vollgewinde Senkkopf

Gewindestift mit Innensechskant und Zapfen ISO 4028, Stahl 45H, blank

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 08.8, blank

Nietenstecher

Sperrzahnschraube Sechskantkopf mit Flansch AE DIN 6921 UKV, Edelstahl A2 blank

Schutzhandschuh Nitril Ejendals TEGERA® 722

Sicherheitshalbschuh S3 Steitz VD PRO 1500 VF

PRIPRESS® Übergang mit Überwurfmutter

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

GEFU® Gewindefurchende Schraube mit Taptite 2000®-Gewinde, Flachkopf und Kreuzschlitz