





ecoSpeedcut Universal solid carbide end mill, short, four blades, uneven angle of twist gradient, HA shank
End mill SC WN Z4 2xD/1.3xD 35-38° TiAlN-S HA
ENDMIL-ECOSP-K-UV-SC-TIALN-HA-D4
Art.-no. 5443314401
EAN 4062856167326




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7627 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Copper, Brass, Aluminium |
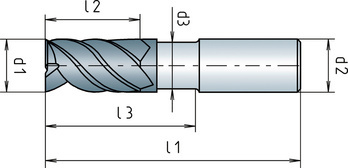
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.8 mm |
Standards | CS |
Construction length | Short |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 35-38° |
Length (l1) | 40 mm |
Cutting edge length (l2) | 6 mm |
Clearance length (l3) | 10 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.20 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for roughing groove | ||||||||
| For dia. 4 to dia. 12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 4 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| General structural steels | < 500 N/mm² | L + E | 210 | 0,023 | 0,036 | 0,045 | 0,059 | 0,072 |
| 500-850 N/mm² | L + E | 170 | 0,023 | 0,032 | 0,045 | 0,054 | 0,068 | |
| Carbon steels | < 850 N/mm² | L + E | 170 | 0,023 | 0,032 | 0,045 | 0,054 | 0,063 |
| 850-1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 165 | 0,023 | 0,036 | 0,045 | 0,059 | 0,072 |
| 700-850 N/mm² | L + E | 165 | 0,023 | 0,032 | 0,045 | 0,056 | 0,068 | |
| 850-1000 N/mm² | L + E | 165 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,054 |
| 1000-1200 N/mm² | L + E | 140 | 0,018 | 0,027 | 0,036 | 0,045 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 210 | 0,023 | 0,036 | 0,045 | 0,059 | 0,072 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| 1000-1200 N/mm² | L + E | 140 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | |
| Nitriding steels | < 1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| 1000-1200 N/mm² | L + E | 140 | 0,018 | 0,027 | 0,032 | 0,041 | 0,045 | |
| Tool steels | < 850 N/mm² | L + E | 170 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| 850-1100 N/mm² | L + E | 160 | 0,016 | 0,023 | 0,032 | 0,045 | 0,054 | |
| High-speed steels | 850-1200 N/mm² | L + E | 95 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 |
| Spring steels | < 1200 N/mm² | L + E | 95 | 0,014 | 0,023 | 0,027 | 0,036 | 0,041 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 115 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 |
| < 850 N/mm² | E | 95 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 80 | 0,018 | 0,027 | 0,036 | 0,045 | 0,056 |
| Special alloys | < 1200 N/mm² | E | 65 | 0,014 | 0,023 | 0,032 | 0,041 | 0,045 |
| Titanium, titanium alloys | < 850 N/mm² | E | 60 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 |
| Cast iron | < 180 HB | - | 145 | 0,021 | 0,036 | 0,045 | 0,068 | 0,081 |
| < 180 HB | - | 115 | 0,023 | 0,032 | 0,036 | 0,054 | 0,059 | |
| Nodular graphite, malleable iron | < 180 HB | - | 115 | 0,023 | 0,032 | 0,036 | 0,054 | 0,059 |
| > 260 HB | E | 95 | 0,023 | 0,032 | 0,036 | 0,054 | 0,059 | |
| Key | ||
| L = air | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 4 to dia. 12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 4 | Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| General structural steels | < 500 N/mm² | L + E | 231 | 0,025 | 0,040 | 0,050 | 0,065 | 0,079 |
| 500-850 N/mm² | L + E | 187 | 0,025 | 0,035 | 0,050 | 0,059 | 0,075 | |
| Carbon steels | < 850 N/mm² | L + E | 187 | 0,025 | 0,035 | 0,050 | 0,059 | 0,069 |
| 850-1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 182 | 0,025 | 0,040 | 0,050 | 0,065 | 0,079 |
| 700-850 N/mm² | L + E | 182 | 0,025 | 0,035 | 0,050 | 0,062 | 0,075 | |
| 850-1000 N/mm² | L + E | 182 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,059 |
| 1000-1200 N/mm² | L + E | 154 | 0,020 | 0,030 | 0,040 | 0,050 | 0,055 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 231 | 0,025 | 0,040 | 0,050 | 0,065 | 0,079 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| 1000-1200 N/mm² | L + E | 154 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 | |
| Nitriding steels | < 1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| 1000-1200 N/mm² | L + E | 154 | 0,020 | 0,030 | 0,035 | 0,045 | 0,050 | |
| Tool steels | < 850 N/mm² | L + E | 187 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| 850-1100 N/mm² | L + E | 176 | 0,018 | 0,025 | 0,035 | 0,050 | 0,059 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,015 | 0,025 | 0,030 | 0,040 | 0,045 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 127 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| Stainless steels, austenitic | < 700 N/mm² | E | 121 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 |
| < 850 N/mm² | E | 105 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 88 | 0,020 | 0,030 | 0,040 | 0,050 | 0,062 |
| Special alloys | < 1200 N/mm² | E | 72 | 0,015 | 0,025 | 0,035 | 0,045 | 0,050 |
| Titanium, titanium alloys | < 850 N/mm² | E | 66 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 |
| Cast iron | < 180 HB | - | 160 | 0,023 | 0,040 | 0,050 | 0,075 | 0,089 |
| < 180 HB | - | 127 | 0,025 | 0,035 | 0,040 | 0,059 | 0,065 | |
| Nodular graphite, malleable iron | < 180 HB | - | 127 | 0,025 | 0,035 | 0,040 | 0,059 | 0,065 |
| > 260 HB | E | 105 | 0,025 | 0,035 | 0,040 | 0,059 | 0,065 | |
| Key | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Work coat Planam MG 290

Steel door split spindle 10 mm with M12 threaded roller

Workshop vernier calliper

Work underwear Kübler functional undershirt 8016 9213

WingLine L rail set with lower slide

Hexagon socket set screw with ring cutter ASME B18.3, plain steel alloy, UNC (comparable with ISO metric thread)

Neck protector

Hexagon bolt with thread up to the head ISO 4017, A4-70 stainless steel, plain

Elegance S1P FLEXITEC® ESD safety shoes

Work overall Planam Tristep rallye overalls